



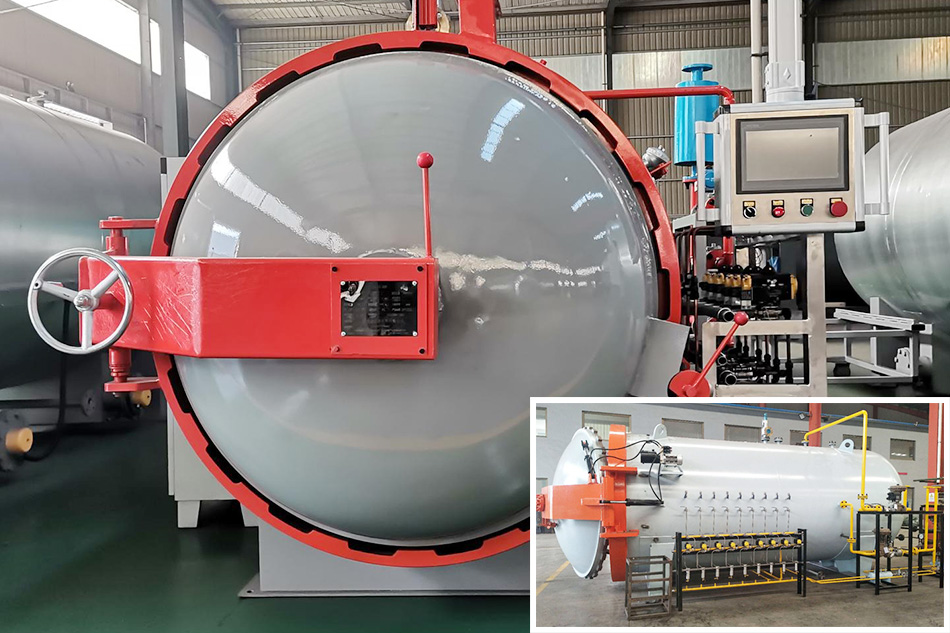
熱壓罐工藝中,首先將碳纖維預(yù)浸料按照指定的鋪層要求鋪放在模具上,然后將模具密封在真空袋中。接下來,將真空袋放置在熱壓罐設(shè)備中。
在真空狀態(tài)下,熱壓罐設(shè)備經(jīng)過升溫(120-180°C)、加壓(0.8-1.5兆帕)、保溫、降溫和卸壓等程序,使碳纖維預(yù)浸料在均勻的溫度和均布的壓力作用下固化。從而可以形成表面與內(nèi)部質(zhì)量高、形狀復(fù)雜、面積巨大的碳纖維復(fù)合材料制件。
通過這種方式,可以制造出表面和內(nèi)部質(zhì)量都非常高的碳纖維復(fù)合材料制件。這些制件具有形狀復(fù)雜、面積巨大的特點(diǎn),可以廣泛應(yīng)用于航空航天、汽車配件制造,體育器材等領(lǐng)域。

1、裁剪:將碳纖維布料裁剪成需要的形狀和尺寸,并進(jìn)行浸潤處理,以使纖維與樹脂更好地粘合。同時(shí),要確保每層碳纖維布料之間沒有氣泡和縫隙,以避免影響板材的質(zhì)量。
2、預(yù)壓:將模具置于壓力機(jī)中,并將預(yù)處理的碳纖維布料放置在模具中。此時(shí),壓力機(jī)的壓力應(yīng)控制在一定范圍內(nèi),以避免對模具造成過大的壓力。
3、加熱:將模具加熱到指定的溫度,并保持一定的時(shí)間,以確保碳纖維布料與環(huán)氧樹脂能夠完全固化。在此過程中,應(yīng)密切注意溫度和時(shí)間的控制,以避免造成材料過度加熱或燒焦。
4、冷卻:加熱完成后,將模具從壓力機(jī)中取出,并自然冷卻至室溫。在此過程中,應(yīng)避免急劇冷卻,以避免材料出現(xiàn)裂紋或變形。
5、脫模:當(dāng)模具完全冷卻后,將碳纖維板材從模具中取出,并進(jìn)行必要的修整和加工。此時(shí),需要保證板材的尺寸和形狀符合要求,并確保其表面光滑、平整。
通過以上步驟,就可以使用壓力機(jī)成功地生產(chǎn)出高質(zhì)量的碳纖維板材。這種板材具有高強(qiáng)度、輕質(zhì)、耐腐蝕等優(yōu)點(diǎn),被廣泛應(yīng)用于航空航天、汽車制造等領(lǐng)域。
